Q. プリント基板の反りは、なぜ起きるのでしょうか?
A. 主な原因は4つあります。①はんだ付け工程の熱応力 ②基板・銅・部品の熱膨張差 ③基板の薄型化・大型化 ④鉛フリーはんだによる高温化です。反りは「設計段階の銅バランス・板厚」と「実装工程での固定(治具・キャリア)」の両面で抑えられます。当社ヤクシン総業は、後者の”工程で平坦に保つ”ための治具を専門に手がけてきました。
基板の反りは「実装不良の入口」
まず確認しておきたいことがあります。基板の反りそのものより、反りが引き起こす後工程のトラブルのほうが厄介です。
私たちが現場でよく聞くのは、こんな声です。「マウンタが部品をうまく吸着できない」「はんだ印刷が片側だけズレる」「リフロー後にチップが浮く、BGAがオープンになる」「分割機にかけたら位置が出ない」。これらの多くは、たどっていくと一枚の基板の”わずかな反り”に行き着きます。コンマ数ミリの反りでも、微細チップの実装精度には効いてきます。
つまり反り対策は、見た目をまっすぐにすることが目的ではありません。実装の歩留まりと品質を守るための工程設計です。
反りが起きる4つの原因
反りの原因は単独ではなく、たいてい重なって出ます。代表的な4つを順に見ていきます。
① はんだ付け工程の熱応力
リフロー炉やフロー(DIP)槽で、基板は一気に高温へ晒されます。ピーク温度は鉛フリーで220〜260℃に達します。加熱と冷却のたびに基板は伸び縮みし、その応力が抜けきらずに反りとして残ります。熱を通す工程がある限り、反りのリスクはゼロにはなりません。
② 基板・銅・部品の熱膨張差(CTE差)
基板材(FR-4などのガラスエポキシ)、銅箔、レジスト、部品は、それぞれ熱膨張係数(CTE)が違います。温度が上がると膨張量に差が出て、内部に応力が生まれます。とくに表裏で銅の量が偏っている基板は、片側だけ強く縮んで反りやすくなります。
③ 基板の薄型化・大型化
機器の小型・高密度化に伴って、基板は薄く(0.4〜0.8mm級も珍しくありません)、面積は大きくなりました。薄くて大きい板は、それだけで剛性が下がり、自重と熱でたわみます。高密度実装ほど反りに敏感、という矛盾を抱えています。
④ 鉛フリーはんだによる高温化
環境規制で主流になった鉛フリーはんだ(SAC系)は、融点が約217〜220℃です。かつての共晶はんだ(Sn-Pb・183℃)より30〜40℃高い温度が必要になります。工程温度が上がった分、熱応力も増えました——鉛フリー化は品質要求と引き換えに、反りの難易度を一段上げたといえます。
設計・部材でできる対策
反りは、基板が現場に届く前——設計段階からある程度コントロールできます。代表的なのは次の3つです。
| 対策 | ねらい |
|---|---|
| 銅バランス設計(表裏の銅残率を揃える) | 表裏の縮み差をなくし、反りの芽を減らす |
| 板厚・材質の見直し | 必要な剛性を確保。薄板なら高Tg材なども検討 |
| パネル割り・支持点の最適化 | 連結数や支持位置を見直し、搬送中のたわみを抑える |
ただし、設計だけで反りを完全に消すのは難しいのが実情です。コストや回路の都合で、銅バランスを理想どおりにできないことは多くあります。だから現実には「実装工程でどう平坦に保つか」が勝負になります。
実装工程で効く「固定」の考え方
ここが、当社ヤクシン総業が長く向き合ってきた領域です。考え方はシンプルです。熱がかかる間、基板を平らに保持し続ける。そのための治具・キャリアを、工程ごとに使い分けます。
リフロー工程:搬送キャリアで基板を固定する
リフロー炉では、薄い基板や小片基板を専用のキャリアに載せて固定し、反り・位置ズレを抑えます。当社のリフロー用粘着キャリアは、実装基板の反り対策と微細チップの実装位置精度向上のために開発した搬送ボードです。
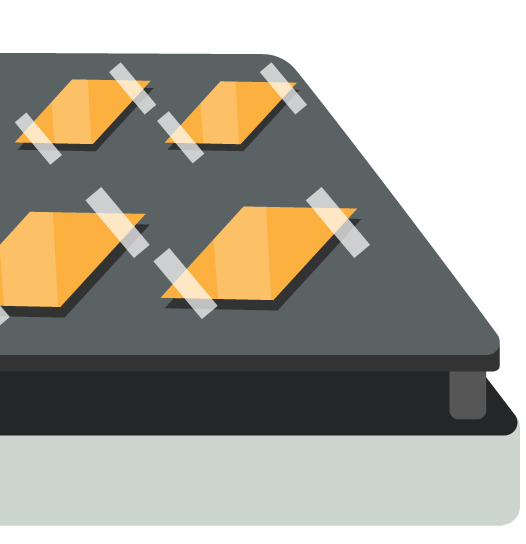
- 基板を耐熱テープで固定
- テープの貼り付け・剥がしの手間
- テープのランニングコストがかかる
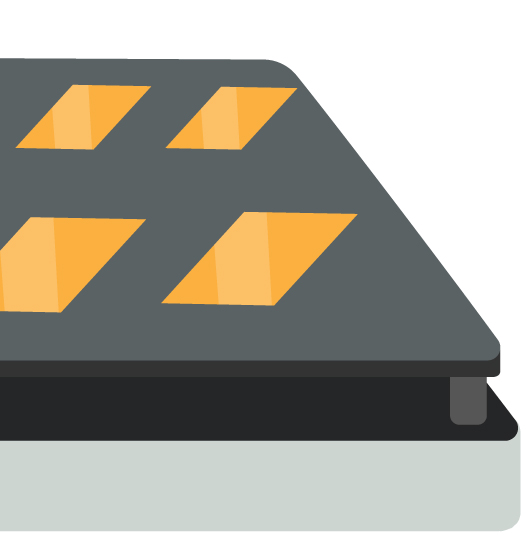
- テープ不要・全面密着で固定
- 面で支えるので反り・ズレが出にくい
- テープレスで小さな基板にも対応
▲ 従来の「テープで固定」と、ヤクシン総業の「粘着キャリア」の違い
このキャリアの実力は、数字に表れています。
リフロー用粘着キャリアの主なスペック
- 耐熱性:260℃以上
- 粘着引き剥がし回数:1000回以上(繰り返し使える)
- 粘着力:微弱〜最強(用途で選べる)
- レンジ厚:0.1t〜0.6t
ポイントは「全面密着」です。基板を面で支えるため反りが出にくく、位置ズレもしにくい。さらに耐熱テープの貼り付け・剥がしが不要になるので、ランニングコストが下がり、テープレスゆえに小さな基板にも実装できます。
ここに、現場で学んだ勘所が一つあります。粘着は「強ければ良い」わけではありません。強すぎれば取り外すときに基板を傷め、弱すぎれば搬送中にズレてしまいます。だから当社のキャリアは粘着力を微弱〜最強まで段階でご用意し、基板の薄さ・部品の重さに合わせて選べるようにしています。「両面テープでとりあえず固定」では届かない領域です。
フロー(DIP)工程:耐熱パレットで保持する
フローはんだ付けでは、溶融はんだに直接触れる過酷な環境になります。当社のフロー(DIP)パレットは、300℃程度での連続使用に耐える耐熱・寸法安定性をもち、不要部へのはんだ付着を防ぎながら基板を保持します。クリップタイプや部品固定蓋付きタイプなど、形状も用途で選べます。
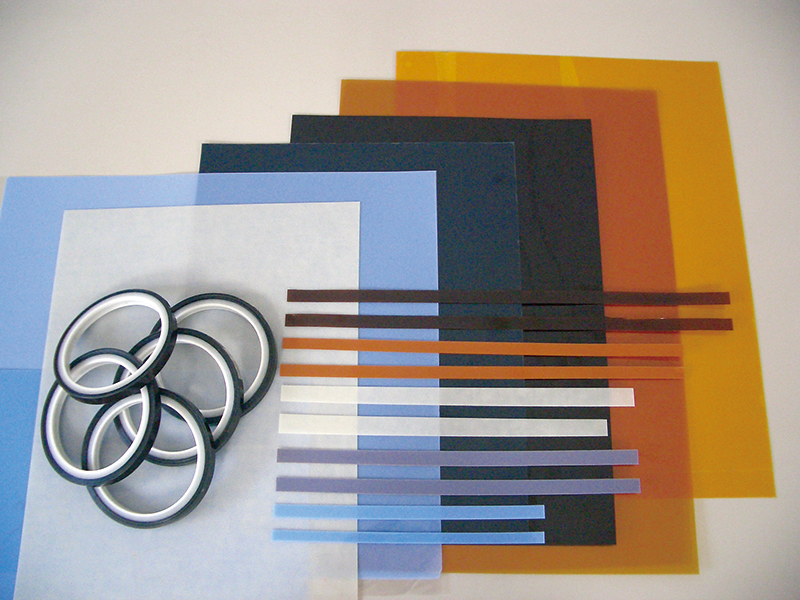
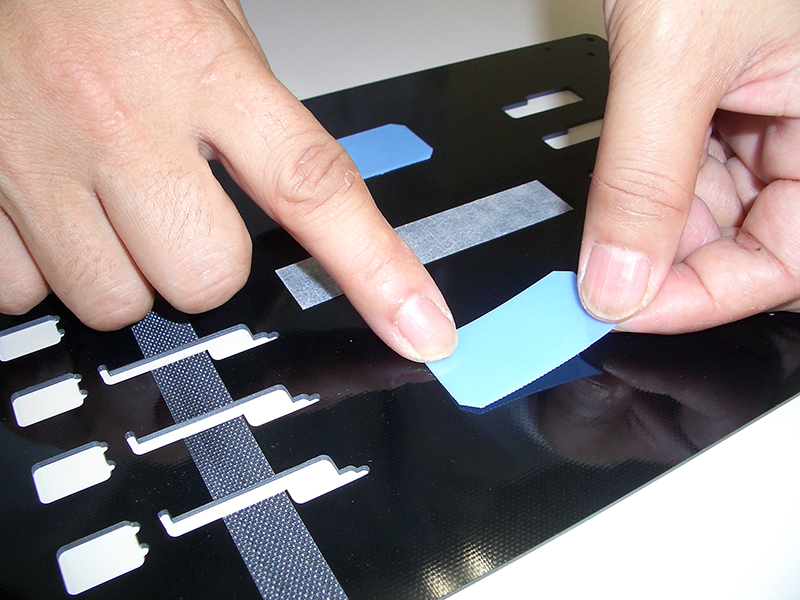
部分固定:好きな形に切れる耐熱粘着シート
「この一部だけ押さえたい」という局所的な反り・浮きには、当社の特殊耐熱粘着シート(工業用粘着シール)が効きます。耐熱性・高密着性・耐静電性を備え、手軽に好きな形にカットして必要な場所だけ固定できます。
特殊耐熱粘着シートの主なスペック
- 耐熱性:260℃の高温でも高い安定性
- 再利用:500回以上繰り返し使っても粘着力が均一(クリーニングで再生)
- 特性:耐熱・高密着・耐静電性/好きな形にカット可能
- 環境:使い捨ての耐熱両面テープに比べ、ごみの排出量を大幅に削減
使い捨ての耐熱テープと違い、洗って繰り返し使えるのが大きな違いです。基板固定・ソリ防止・部品の仮固定まで、現場で融通が利きます。
このほか、基板分割機での位置出しを助けるセット治具、コーティング治具、バックアップ治具、基板修正治具など、当社は実装まわりの治具を幅広く手がけています。
それでも反るときは
正直に書きます。治具を入れても、反りが完全にゼロになるわけではありません。基板の構成も、求められる精度も、現場ごとに違います。だからこそ、効くのは「自社の基板・自社の工程に合わせて作った治具」です。
当社ヤクシン総業は、長野県茅野市で金属加工・治具製作を続けてきました。図面が曖昧でも、現物からでも、一個からご相談に乗れます。「他社で断られた」「市販の治具では合わない」——そんな反り・固定のお困りごとがあれば、現状をお聞かせください。
よくあるご質問
基板の反りは何mmまで許容されますか?
プリント基板の固定方法にはどんな種類がありますか?
耐熱粘着シートと一般的な耐熱テープは何が違いますか?
反り対策は設計と実装、どちらで考えるべきですか?
※ 本記事は「基板の反り対策」技術コラムの第1回です。次回は「リフロー工程の基板の反りを防ぐ”固定治具”の選び方」を予定しています。

コメント